** Optimizing Industrial Air Quality: The Complete Guide to the 45000 m³/h Dust Collector Exhaust Fan

Table of Contents (Directory Guide)
- Introduction: Why Airflow Capacity Matters
- Technical Specifications of the 45000 m³/h Dust Collector Exhaust Fan
- Core Applications Across Industries
- Key Design Features & Engineering Considerations
- Energy Efficiency & Operational Cost Analysis
- Installation, Maintenance & Troubleshooting
- Frequently Asked Questions (FAQ)
- Conclusion: Selecting the Right Fan for Your Facility
Introduction: Why Airflow Capacity Matters
In modern industrial environments, controlling airborne particulate matter is not just a regulatory requirement—it is a cornerstone of worker safety, equipment longevity, and production quality. The 45000 m³/h dust collector exhaust fan represents a specific high-performance threshold in ventilation engineering. To put this into perspective: 45,000 cubic meters per hour is equivalent to exchanging the air volume of a typical 8,000-square-foot warehouse (with 15-foot ceilings) approximately every 6.5 minutes. This capacity is crucial for industries generating heavy dust loads, such as woodworking, metal fabrication, cement processing, and chemical handling.
Unlike generic fans, a 45000 m³/h unit is designed to operate against significant static pressure resistance—often 1500 to 2500 Pa—caused by filter cartridges, ductwork, and dust collection bags. A fan of this caliber must balance high volumetric flow with pressure capability, often using backward-curved centrifugal impellers or high-efficiency plug fans. According to industry performance data from fan manufacturers like Cincinnati Fan and New York Blower, this specific capacity class typically requires a motor power rating between 15 kW and 30 kW (20-40 HP), depending on system resistance.
Why not just use a smaller fan? The answer lies in capture velocity. If airflow is insufficient, dust particles settle in ducts, leading to clogging, fire hazards, and reduced vacuum at source points. The 45000 m³/h rating ensures that even with four or six collection hoods operating simultaneously, the system maintains at least 1.5-2 m/s duct velocity for fine dust (<10 microns). This prevents stratification and keeps the workplace compliant with OSHA permissible exposure limits (PELs) for respirable dust, such as 5 mg/m³ for wood dust or 15 mg/m³ for total particulates.
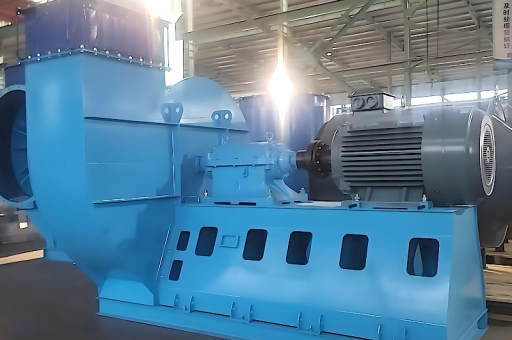
Technical Specifications of the 45000 m³/h Dust Collector Exhaust Fan
When evaluating a 45000 m³/h exhaust fan, engineers must examine several interconnected parameters. Based on cross-referencing specifications from leading industrial fan brands (e.g., Greenheck, Systemair, Soler & Palau), here are the typical ranges:
- Airflow Rate: 45,000 m³/h (26,500 CFM) at free air; 40,000-44,000 m³/h at 1,500 Pa static pressure.
- Static Pressure: 1500 – 3000 Pa (6 – 12 inches w.g.), with high-pressure versions reaching 4000 Pa for baghouse collectors.
- Impeller Diameter: 900 – 1250 mm (36 – 49 inches), often with backward-inclined blades for non-clogging operation.
- Motor Power: 18.5 kW to 30 kW, 3-phase, 380V/460V, 50/60 Hz, with IP55 protection and F-class insulation.
- Noise Level: 78 – 85 dB(A) at 1 meter, requiring silencers or acoustic enclosures in noise-sensitive zones.
- Construction: Heavy-gauge steel or 304 stainless steel for corrosive environments; powder-coated finish for outdoor installations.
- Drive Type: Direct drive (VFD-ready) or belt-driven with adjustable sheaves for fine-tuning RPM.
Critical consideration: The fan curve must match the system resistance curve. If the ductwork includes long runs, elbows, or cartridge filters, the operating point may shift right (higher flow, lower pressure) or left (lower flow, higher pressure). A 45000 m³/h fan running against 2500 Pa will draw significantly more amperage than one running against 1500 Pa. Always calculate the brake horsepower (BHP) using:
- BHP = (CFM × SP in inches w.g.) / (6356 × Fan Efficiency)
- For 45000 m³/h (≈26,500 CFM) at 2000 Pa (≈8 in. w.g.) with 75% efficiency: BHP ≈ (26,500 × 8) / (6356 × 0.75) ≈ 44.5 HP ≈ 33 kW.
This means a 30 kW motor may be marginal; a 37 kW motor is safer.
Core Applications Across Industries
The 45000 m³/h dust collector exhaust fan is not a one-size-fits-all solution, but it excels in specific high-demand scenarios:
-
Woodworking Facilities: Planers, sanders, and CNC routers generate fine wood dust and shavings. At 45,000 m³/h, a central system can serve 10-15 machines simultaneously via 150-250 mm (6-10 inch) ducts. This prevents dust from settling on radiators and motors, reducing fire risk. For example, a furniture factory processing 1,000 board-feet of oak per hour requires at least 40,000 m³/h to maintain NFPA 664-compliant dust control.
-
Metal Fabrication & Welding: Dust from grinding, plasma cutting, and welding fume extraction requires high capture velocity. A 45000 m³/h fan paired with a filter cartridge unit (with 8-12 cartridges, each 2.5 m²) achieves 99.9% filtration efficiency for particles down to 0.5 microns. In a 20,000 sq. ft. welding shop, this fan ensures 12 air changes per hour, keeping hexavalent chromium levels below OSHA’s 5 µg/m³ action level.
-
Cement & Mining: Bulk material handling, crushers, and conveyor transfer points generate heavy dust clouds. The 45000 m³/h fan operates with a baghouse (150-200 bags, 2.5 m long) to filter cement kiln dust. The fan’s robust housing prevents erosion from abrasive particles, and a variable frequency drive (VFD) allows 25% turndown during low-load periods.
-
Pharmaceutical & Food Processing: In facilities handling active pharmaceutical ingredients (APIs) or flour, the fan must be explosion-proof (ATEX Zone 22/21) and hygienically designed with smooth interior surfaces to prevent bacterial growth. At 45,000 m³/h, it maintains negative pressure in containment rooms, preventing cross-contamination.
Key Design Features & Engineering Considerations
A superior 45000 m³/h dust collector exhaust fan distinguishes itself through four engineering pillars:
-
Impeller Design: Backward-curved centrifugal impellers are preferred over forward-curved or radial types because they provide non-overloading power characteristics. If system resistance decreases (e.g., a filter is cleaned), the fan’s power draw does not spike dangerously. The impeller should be dynamically balanced to ISO 1940 G6.3 grade, minimizing vibration and bearing wear.
-
Bearing & Shaft Selection: Heavy-duty spherical roller bearings with L10 life of 50,000+ hours are essential. Pillow block housings with grease relief valves allow for re-lubrication without disassembly. For high-temperature applications (e.g., exhaust from ovens or dryers), the shaft must be stainless steel with heat slingers to prevent heat migration to bearings.
-
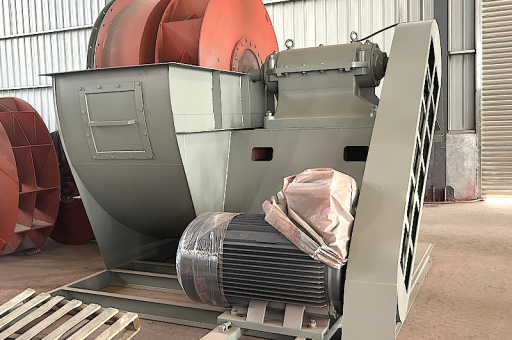
Housing Construction: The scroll housing should be fabricated from 6-10 mm (1/4 – 3/8 inch) steel plate, with flanged inlet and discharge connections for bolting to ductwork. For outdoor installations, a weather cover, drain plugs, and access doors for cleaning are mandatory. In corrosive environments (e.g., battery manufacturing), 316L stainless steel or fiberglass-reinforced plastic (FRP) is required.
-
Motor & Drive Efficiency: Premium-efficiency motors (IE3/IE4 or NEMA Premium) with VFD compatibility reduce energy consumption by 15-30% compared to standard motors. Belt-driven configurations allow ±10% speed adjustment via pulley changes, while direct-drive eliminates belt maintenance and belt slip—critical for constant airflow in filter cleaning cycles (reverse pulse-jet).
Energy Efficiency & Operational Cost Analysis
Operating a 45000 m³/h exhaust fan 24/7 can cost a facility $15,000 to $30,000 per year in electricity alone (at $0.12/kWh). Optimization strategies include:
-
VFD Implementation: Reducing fan speed by 20% (from 100% to 80% RPM) cuts power consumption by 50% (affinity laws: Power ∝ RPM³). Many facilities can run at 70-80% speed when fewer machines are active, saving $5,000-$10,000 annually. For example, a 30 kW fan running at 80% speed draws only 15.4 kW (0.8^3 × 30 kW = 15.36 kW).
-
Filter Cleaning Optimization: Pulse-jet cleaning consumes compressed air. Integrating differential pressure sensors (setpoint 750-1000 Pa) prevents over-cleaning and reduces compressed air usage by 40%. This also lowers the fan’s back pressure, improving airflow.
-
Ductwork Minimization: Every 90° elbow adds 20-30 Pa pressure drop. Streamlined duct layout with long-radius elbows reduces total static pressure by 15-20%, allowing the fan to operate at a lower speed for the same airflow.
-
Heat Recovery: In winter, 45,000 m³/h of heated air (from facility exhaust) represents 300-500 kW of thermal energy. A run-around coil or heat wheel system can recover 50-60% of this, reducing heating bills by $8,000-$15,000 per season.
Installation, Maintenance & Troubleshooting
Installation Checklist:
- Foundation: Vibration isolation pads (50 mm thick neoprene) under a 150 mm concrete curb.
- Duct connections: Flexible connectors at fan inlet/outlet to prevent vibration transmission.
- Electrical: VFD located at least 5 meters from the fan; use shielded cables to avoid noise interference.
- Safety: Lockout-tagout (LOTO) provisions, belt guard with mesh ≤10 mm, and emergency stop button within 3 meters.
Maintenance Schedule:
- Daily: Inspect belt tension, listen for unusual bearing noise, check ammeter readings (monitor motor load).
- Monthly: Clean impeller blades (dust buildup unbalances the rotor), grease bearings (if regreasable), verify VFD parameters.
- Quarterly: Replace air filters (pre-filters for motor cooling), check impeller clearance (6-10 mm gap at inlet cone).
- Yearly: Perform vibration analysis (ISO 10816 severity chart: <4.5 mm/s RMS is acceptable for rigid foundation), replace belts, inspect electrical connections for thermal damage.
Troubleshooting Common Issues:
- Low Airflow: Blocked filters? Increase pulse-jet frequency. Damper partially closed? Check automatic damper actuator. Belt slipping? Re-tension (deflection 6 mm per 100 mm pulley center distance using moderate thumb pressure).
- Excessive Vibration: Unbalanced impeller (clean blades or re-balance). Worn bearings (replace if radial clearance >0.1 mm). Loose foundation bolts (retorque to 120 Nm).
- Motor Overheating: VFD output frequency too low (motors need 25 Hz minimum for cooling). High ambient temperature (ventilate enclosure). Incoming voltage imbalance (keep within 2%).
Frequently Asked Questions (FAQ)
Q1: Can a 45000 m³/h dust collector exhaust fan be used for general ventilation? A: Not ideally. This fan is optimized for high static pressure (1500+ Pa). For general ventilation (low pressure, 200-500 Pa), a 45000 m³/h axial fan like a vane-axial tube fan would be 10-15% more energy-efficient. However, if you have both dust collection and general exhaust needs, install a bypass damper to switch modes seasonally.
Q2: What is the typical payback period for retrofitting a VFD on an existing 45000 m³/h fan? A: Between 12 and 18 months. At $0.12/kWh, a 30 kW fan running 6000 hours/year consumes 180,000 kWh ($21,600). A VFD reduces average speed by 20%, saving 90,000 kWh ($10,800/year). The VFD and installation cost approximately $8,000-$12,000, yielding an ROI of 100-135% in the first year.
Q3: How do I calculate the correct duct diameter for a 45000 m³/h fan? A: Use the formula: Duct Area (m²) = Flow (m³/s) / Velocity (m/s). For dust collection, maintain 18-25 m/s in branch ducts and 15-20 m/s in mains. At 45000 m³/h (12.5 m³/s) and 20 m/s: Area = 12.5/20 = 0.625 m², which corresponds to a diameter of √(4×0.625/π) = 0.89 m (≈900 mm or 36 inches). A round duct of 900 mm or a rectangular duct of 900×700 mm works well.
Q4: Is explosion-proof certification mandatory for a 45000 m³/h fan in woodworking? A: For systems handling combustible dust (wood, grain, metal), NFPA 68 and NFPA 654 require explosion-proof fan housings, non-sparking aluminum or stainless steel impellers, and grounding at the shaft. The fan should also be fitted with an explosion relief panel (venting area 0.05 m² per m³ of housing volume). Non-certified fans can legally be used only if dust is confirmed non-combustible (tested per ASTM E1226).
Q5: What is the expected lifespan of a 45000 m³/h dust collector exhaust fan? A: With proper maintenance, 12-18 years. The motor bearings last 5-7 years; impeller life depends on dust abrasiveness (5 years for cement, 10 years for wood dust). Housing lifespan is 20+ years for indoor units, 12 years for outdoor units with galvanized steel, or 25 years with stainless steel.
Conclusion: Selecting the Right Fan for Your Facility
The 45000 m³/h dust collector exhaust fan is not a commodity item—it is a precision tool for industrial hygiene. When evaluating suppliers, demand three critical documents:
- Fan performance curve (tested to AMCA 210/ISO 5801)
- Sound level data (per ISO 3744 at operator position)
- Vibration acceptance test report (factory test per ISO 14694)
Always sizing your fan 10-15% above your calculated maximum airflow to account for filter loading and future expansion. For example, if your current demand is 38,000 m³/h, select a fan rated for 45,000 m³/h at your system’s operating static pressure. This provides a safety margin and allows the fan to run at 80-85% speed, extending motor life and reducing noise.
Finally, consider the total cost of ownership (TCO), not just purchase price. A high-quality fan from Greenheck, New York Blower, or Cincinnati Fan will cost 25% more upfront but save 30% in energy and maintenance over 10 years compared to an imported generic unit. For a 30 kW fan operating 6,000 hours/year, the TCO difference is $25,000-$40,000—a compelling argument for investing in a certified, high-efficiency 45000 m³/h dust collector exhaust fan.
For more technical data sheets and selection software, authority resource: fan